12) System of main and additional abrasive wheels for engraving.
I use in most cases 2 types of diamond grains. It should be noted that in Russia the classification standards differ from European and American ones. In Russia, the Standard is GOST. In Europe, the standard is FEPA.
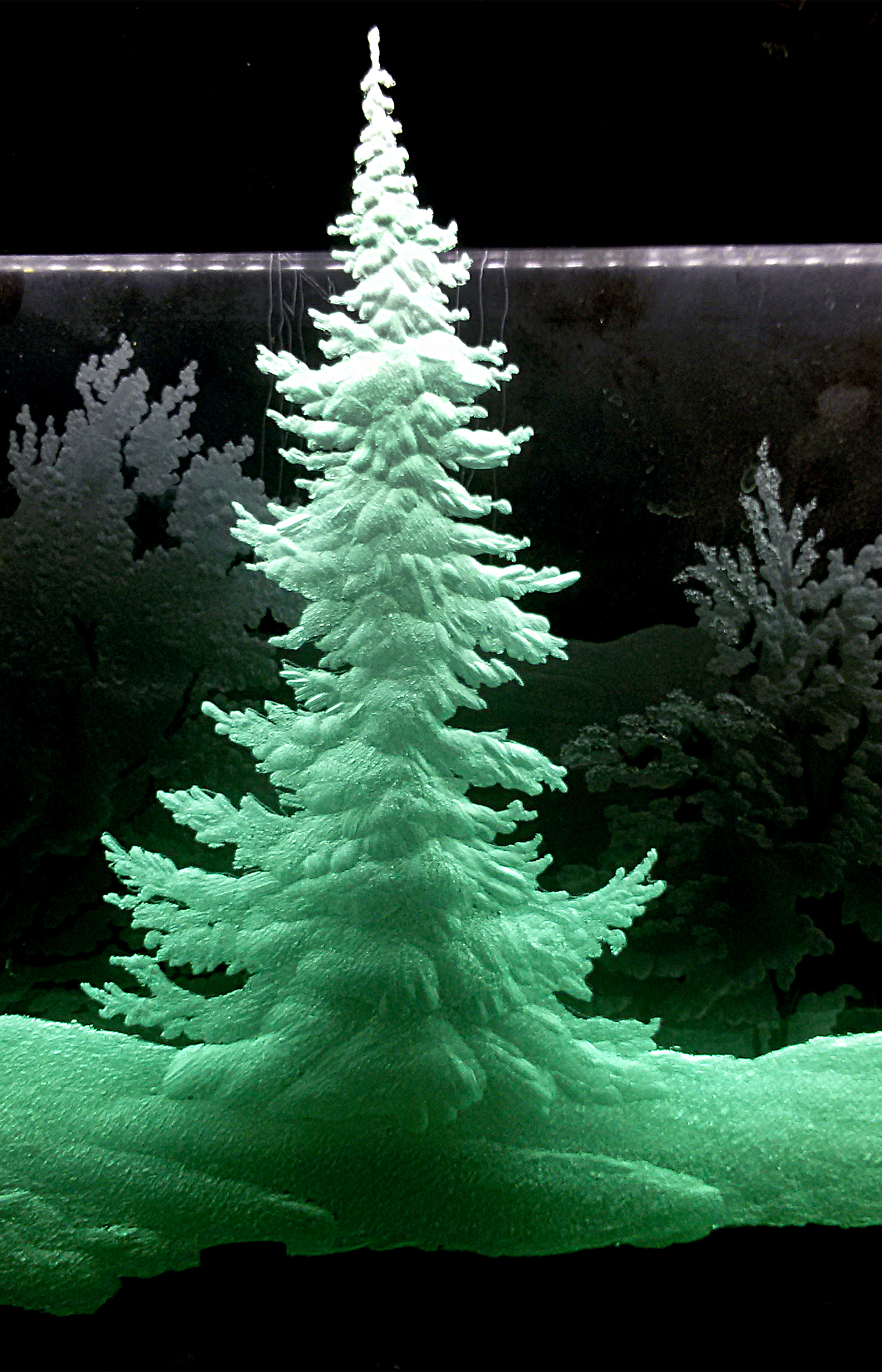
Grain М 315/250 microns – very large, visually visible on the surface of the circle, corresponds to the European classification F 50/60. Such a tool, literally gnawing at the glass, allows you to quickly select the desired volume, create the desired relief of the picture. The surface after applying such circles is very rough, sparkling in some cases is self-sufficient.
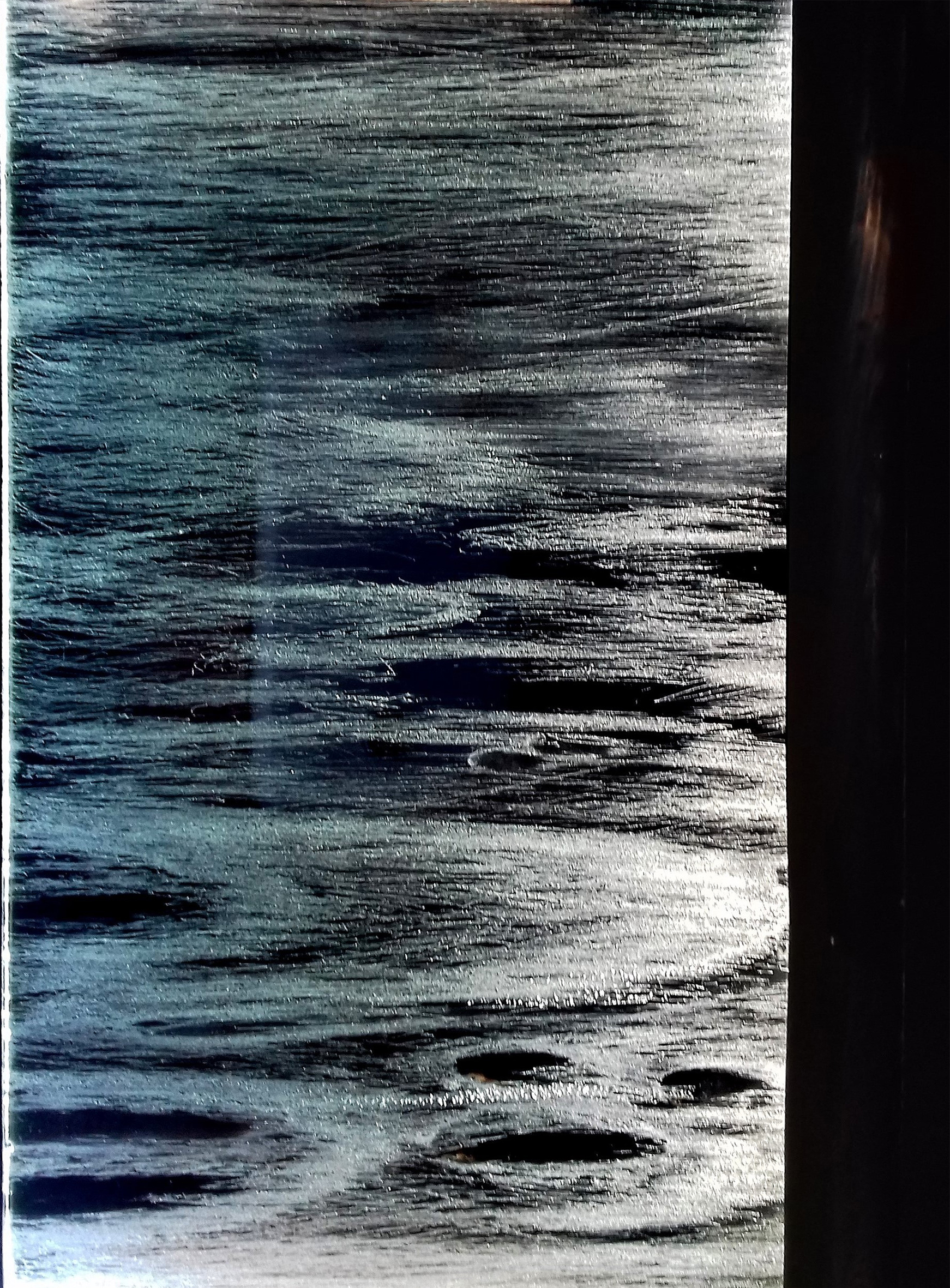
And grain M 63/50 microns is the main type of grain in diamond tools used in glass engraving, this corresponds to F 230/270 in Europe. If necessary, the volume quickly selected by a coarse disc has to be repeated with a disc (of the same diameter) with a 63/50 grain to change the surface texture.
In addition to diamond disks, which form the required relief of the pattern, during work, circles of various materials are used, carrying abrasive grains of different sizes in their structure.
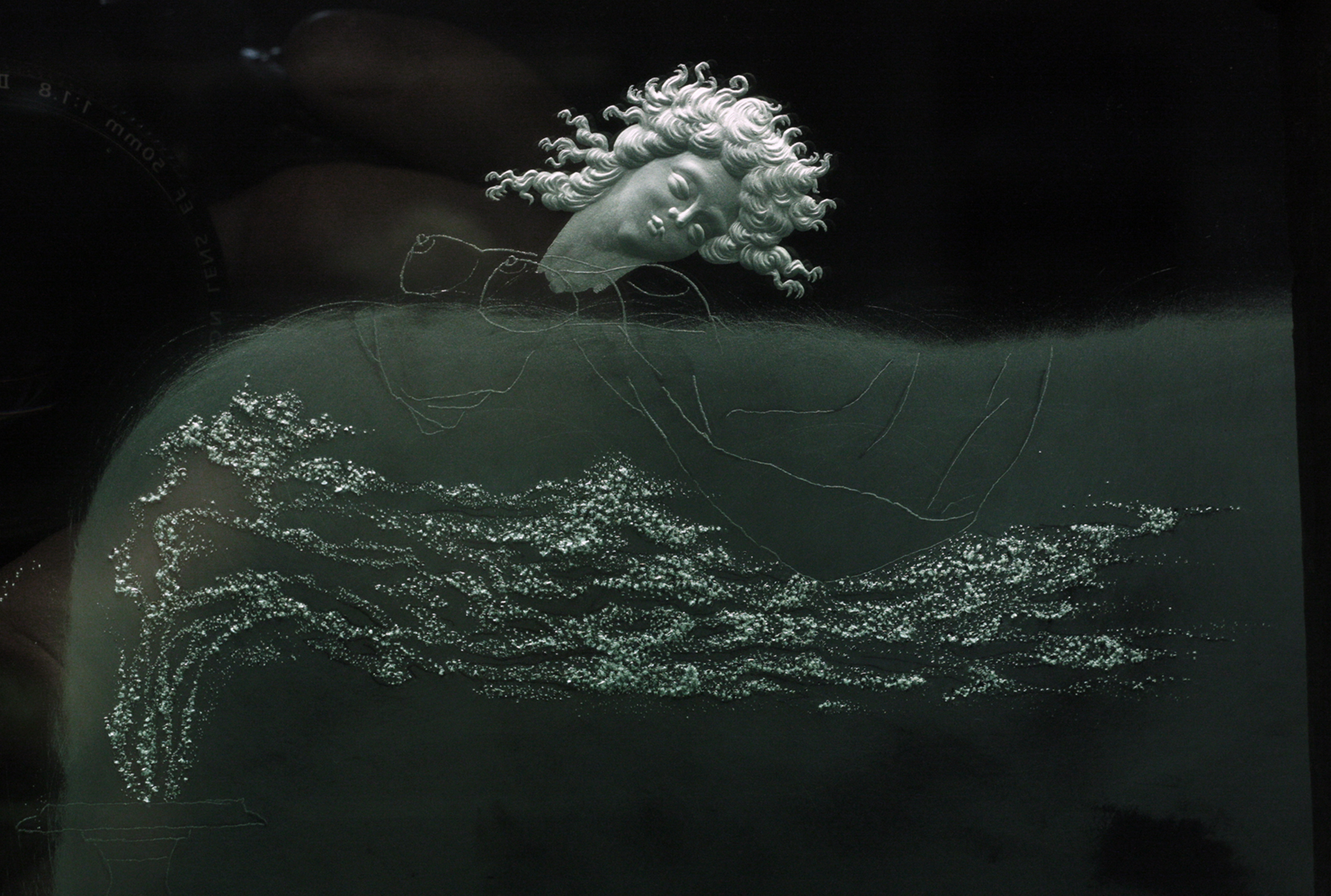
Such rigs include circles of the Lapi series of the Czech company PolPur (purple, orange, green, black, blue, brown, white). The use of these circles allows you to consistently change the texture of the surface up to polished. And rubber abrasive wheels produced by Medpolymer (Fig. 42, 43, 44).
Thus, using a full set of rigs, the artist can not only cut the necessary relief in the glass, but also, if desired, apply a wide palette of surface textures.